Fault Analysis and Removal of Fat Addition System
The grease addition system is one of the important equipments in the compound feed mill for the addition of liquid nutrients such as oils and fats in the mixer. Adding liquid nutrients such as oils and fats to formulated feeds can improve the palatability of feed products and increase the heat energy content and quality of feeds. Therefore, whether the grease addition system can work normally is an important guarantee for smooth production and stable product quality. The following analysis of the system's common faults during the production process and exclusion methods are provided for reference. The liquid adding system cannot spray liquid. The fault is manifested as motor current rise, dragging force, strong noise from the fuel injection pump, pressure on the pressure gauge rises, the relief valve opens automatically, the liquid flows back to the tank, and the intelligent flow meter shows an error.èš¨å— èš¨å— èš¨å— èš¨å— èš¨å— è‰¿ 艿 艿 æžž æžž æžž æžž æžž æžž æžž æžž æžž æžž æžž ( ( ( ( ( ( ( ( ( ( ( ( ( (18) ㄌ乇鹗 ㄌ乇鹗 ㄌ乇鹗 ? ? ┑ ┑ ┑ ┑ ┑ 畋涞 畋涞 畋涞 畋涞 畋涞 畋涞 畋涞 畋涞 畋涞 畋涞 畋涞 畋涞 畋涞 畋涞 畋涞 ç ©è¸” ç ©è¸” ç ©è¸” ç ©è¸” ç ©è¸” ç ©è¸” ç ©è¸” 蹋 蹋 蹋 蹋 蹋飨 bath = 饩éœæ—†ã„Š 煨薜绱 煨薜绱 æ æ æ æ æ æ æ æ æ ç…Š ç…Š ç…Š ç…Š ç…Š ç…Š ç…Š ç…Š ç…Š ç…Š ç…Š ç…Š ç…Š ( Ð’ 啪 啪 Ð’ Ð’ Ð’ Ð’ Ð’ Ð’ Ð’ Ð’ Ð’ Ð’ Ð’ Ð’ Ð’ä¹ æ°– æ°– å˜ç¦¾æ¾¹ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ 蛘åŸæŽ ( ( ( ( ( ( (12) 旆ǎ 旆ǎ è›Ÿè° è›Ÿè° ? ? ? 㨠㨠㨠㨠? ? ? ? ? ? 艿 艿 艿?????/P>
In addition, if the liquid supply pipe from the liquid tank to the spray pump is blocked, the system will not spray oil. The performance is that the spray motor is approximately idling, the pressure gauge shows no pressure, the overflow valve is closed, and no liquid flows back to the tank. In addition to the above solution, the filters in the filter should be cleaned, and the impurities deposited on the bottom of the tank should be regularly removed to ensure that the tank contains a sufficient amount of liquid grease. Loss of control of the spray solenoid valve out of control performance of the solenoid valve can not be opened or opened but can not be closed. Can not open will block the pipe; can open but not close will cause the fuel to exceed the specified value. It manifests itself as a failure of both solenoid valves and intelligent flow meters. Solenoid fault: Can't open is the coil in the solenoid valve is open, the power line is open circuit. If the valve is opened, it cannot be closed. The elasticity of the return spring in the solenoid valve is reduced, and even the elasticity is lost, and the movable core in the solenoid valve cannot be reset. Or the moving core is bent, the reset is blocked, and the spring force of the return spring is not enough to make it reset. Replace the return spring or moving core. Intelligent flow meter failure: There is a way to start the flow meter work, send oil signal, control the solenoid valve action. The start mode is: manual start, high-level control machine control and short-delay terminal mode. Either way can start the flow meter work. The manual start mode is to start the work by pressing the oil key on the flow meter panel. If the start fails, it is an internal fault of the flow meter. The control method of the high-level control machine is that the upper machine sends a control signal to the flow meter to start its work. If the upper machine fails or the flow meter fails, it may also be a failure of the communication line. Short-circuit delay terminal can not start the flow meter work, is the normal open point of the metric valve of the hopper door is damaged or the normal open point of the hopper door opener is damaged. The trip switch or intermediate relay should be overhauled to check the line open circuit from the normally open point to the delayed terminal. The oil sprayed from the non-uniform injection nozzle in the mixer is atomized, so that the oil and the materials in the mixer can be mixed evenly. The floating dust in the mixer, which adheres to the nozzle and mixes with the grease to form agglomerates, and the injection pressure is insufficient, can lead to an abnormal state of fuel injection. In severe cases, the injection is linear.
The nozzles should be regularly cleaned, the overflow valve adjusted, the injection pressure increased, the process modified, and the length of the pipeline minimized to make the injection uniform. The actual injection quantity differs greatly from the specified value. There are two types of oil delivery methods for the smart flow meter: Closed-loop oil delivery and time control. To facilitate analysis, the following parameters are specified: pa: oil density, la: impulse meter pulse equivalent, ha: hourly equivalent, t: hair oil limit time, pactual: actual oil density, hactual: system actual time ,a: Specified oil volume, w: actual oil volume, m: pulser equivalent of the transmitter. Among them, parameters such as pa, la, ha, t, and a are input to the flow meter. Closed-loop method: if the actual oil volume w is greater than the specified value a, the pa and la parameters entered in the intelligent flow meter are too small, ie, pa<pactual, la<m; if w<a, is due to pa>pactual , La <m; or hair oil limited time setting is too short; or bad communication line shielding, external interference, the introduction of additional pulses, causing flow meter count error. Time control method: If w<a is due to ha>h, it is actually due to ha<h. Changes in the state of the system can easily cause actual changes. Changes in the system state are manifested in: changes in the size of the plug valve opening; changes in the flow properties of the grease; changes in the injection pressure and other factors. In order to ensure the accuracy of system refueling, the above parameters should be entered correctly. Try to make pa=p actually, ha=h actually, la=m. For the calibration method of the above parameters, refer to the intelligent flow meter commissioning instructions. The above is based on the intermittent liquid addition system produced by the Sheep Group. For details, see Adding System Diagrams to analyze the common failures and elimination methods in the production process for reference.
The grease addition system is one of the important equipments in the compound feed mill for the addition of liquid nutrients such as oils and fats in the mixer. Adding liquid nutrients such as oils and fats to formulated feeds can improve the palatability of feed products and increase the heat energy content and quality of feeds. Therefore, whether the grease addition system can work normally is an important guarantee for smooth production and stable product quality. The following analysis of the system's common faults during the production process and exclusion methods are provided for reference. The liquid adding system cannot spray liquid. The fault is manifested as the increase of the motor current, the drag force, the strong noise from the fuel injection pump, the pressure of the pressure gauge rising, the overflow valve opening automatically, the liquid flowing back to the liquid storage tank, and the intelligent flow meter displaying an error. Alarms, mostly due to pipeline obstruction. The cause of the blockage may be related to the fact that the plug valve is not open (including the solenoid valve), the nozzle is blocked, and the ambient temperature is low (especially during the winter). The liquid in the pipe becomes poorly viscous and even solidifies, with the inner wall of the pipe. The frictional resistance increases and the longer the pipeline, the more obvious this phenomenon is. The solution is: to repair the solenoid valve; remove the nozzle with a fine needle to open and clean; open the relevant plug valve; when the temperature is low, after the end of production should be discharged despite the remaining liquid in the channel, or use the steam pipe and grease pipeline in parallel, Or preheat the grease pipe before production to make the viscous solidified oil in the pipe liquid. In addition, if the liquid supply pipe from the liquid tank to the spray pump is blocked, the system will not spray oil. The performance is that the spray motor is approximately idling, the pressure gauge shows no pressure, the overflow valve is closed, and no liquid flows back to the tank. In addition to the above solution, the filters in the filter should be cleaned, and the impurities deposited on the bottom of the tank should be regularly removed to ensure that the tank contains a sufficient amount of liquid grease. Loss of control of the spray solenoid valve out of control performance of the solenoid valve can not be opened or opened but can not be closed. Can not open will block the pipe; can open but not close will cause the fuel to exceed the specified value. It manifests itself as a failure of both solenoid valves and intelligent flow meters. Solenoid fault: Can't open is the coil in the solenoid valve is open, the power line is open circuit. If the valve is opened, it cannot be closed. The elasticity of the return spring in the solenoid valve is reduced, and even the elasticity is lost, and the movable core in the solenoid valve cannot be reset. Or the moving core is bent, the reset is blocked, and the spring force of the return spring is not enough to make it reset. Replace the return spring or moving core. Intelligent flow meter failure: There is a way to start the flow meter work, send oil signal, control the solenoid valve action.
The start mode is: manual start, high-level control machine control and short-delay terminal mode. Either way can start the flow meter work. The manual start mode is to start the work by pressing the oil key on the flow meter panel. If the start fails, it is an internal fault of the flow meter. The control method of the high-level control machine is that the upper machine sends a control signal to the flow meter to start its work. If the upper machine fails or the flow meter fails, it may also be a failure of the communication line. Short-circuit delay terminal can not start the flow meter work, is the normal open point of the metric valve of the hopper door is damaged or the normal open point of the hopper door opener is damaged. The trip switch or intermediate relay should be overhauled to check the line open circuit from the normally open point to the delayed terminal. The oil sprayed from the non-uniform injection nozzle in the mixer is atomized, so that the oil and the materials in the mixer can be mixed evenly. The floating dust in the mixer, which adheres to the nozzle and mixes with the grease to form agglomerates, and the injection pressure is insufficient, can lead to an abnormal state of fuel injection. In severe cases, the injection is linear. The nozzles should be regularly cleaned, the overflow valve adjusted, the injection pressure increased, the process modified, and the length of the pipeline minimized to make the injection uniform. The actual injection quantity differs greatly from the specified value. There are two types of oil delivery methods for the smart flow meter: Closed-loop oil delivery and time control.
To facilitate analysis, the following parameters are specified: pa: oil density, la: impulse meter pulse equivalent, ha: hourly equivalent, t: hair oil limit time, pactual: actual oil density, hactual: system actual time ,a: Specified oil volume, w: actual oil volume, m: pulser equivalent of the transmitter. Among them, parameters such as pa, la, ha, t, and a are input to the flow meter. Closed-loop method: if the actual oil volume w is greater than the specified value a, the pa and la parameters entered in the intelligent flow meter are too small, ie, pa<pactual, la<m; if w<a, is due to pa>pactual , La <m; or hair oil limited time setting is too short; or bad communication line shielding, external interference, the introduction of additional pulses, causing flow meter count error. Time control method: If w<a is due to ha>h, it is actually due to ha<h. Changes in the state of the system can easily cause actual changes. Changes in the system state are manifested in: changes in the size of the plug valve opening; changes in the flow properties of the grease; changes in the injection pressure and other factors. In order to ensure the accuracy of system refueling, the above parameters should be entered correctly. Try to make pa=p actually, ha=h actually, la=m. For the calibration method of the above parameters, refer to the intelligent flow meter commissioning instructions. The above is based on the intermittent liquid addition system produced by the Sheep Group. For details, see Adding System Diagrams to analyze the common failures and elimination methods in the production process for reference.
In addition, if the liquid supply pipe from the liquid tank to the spray pump is blocked, the system will not spray oil. The performance is that the spray motor is approximately idling, the pressure gauge shows no pressure, the overflow valve is closed, and no liquid flows back to the tank. In addition to the above solution, the filters in the filter should be cleaned, and the impurities deposited on the bottom of the tank should be regularly removed to ensure that the tank contains a sufficient amount of liquid grease. Loss of control of the spray solenoid valve out of control performance of the solenoid valve can not be opened or opened but can not be closed. Can not open will block the pipe; can open but not close will cause the fuel to exceed the specified value. It manifests itself as a failure of both solenoid valves and intelligent flow meters. Solenoid fault: Can't open is the coil in the solenoid valve is open, the power line is open circuit. If the valve is opened, it cannot be closed. The elasticity of the return spring in the solenoid valve is reduced, and even the elasticity is lost, and the movable core in the solenoid valve cannot be reset. Or the moving core is bent, the reset is blocked, and the spring force of the return spring is not enough to make it reset. Replace the return spring or moving core. Intelligent flow meter failure: There is a way to start the flow meter work, send oil signal, control the solenoid valve action. The start mode is: manual start, high-level control machine control and short-delay terminal mode. Either way can start the flow meter work. The manual start mode is to start the work by pressing the oil key on the flow meter panel. If the start fails, it is an internal fault of the flow meter. The control method of the high-level control machine is that the upper machine sends a control signal to the flow meter to start its work. If the upper machine fails or the flow meter fails, it may also be a failure of the communication line. Short-circuit delay terminal can not start the flow meter work, is the normal open point of the metric valve of the hopper door is damaged or the normal open point of the hopper door opener is damaged. The trip switch or intermediate relay should be overhauled to check the line open circuit from the normally open point to the delayed terminal. The oil sprayed from the non-uniform injection nozzle in the mixer is atomized, so that the oil and the materials in the mixer can be mixed evenly. The floating dust in the mixer, which adheres to the nozzle and mixes with the grease to form agglomerates, and the injection pressure is insufficient, can lead to an abnormal state of fuel injection. In severe cases, the injection is linear.
The nozzles should be regularly cleaned, the overflow valve adjusted, the injection pressure increased, the process modified, and the length of the pipeline minimized to make the injection uniform. The actual injection quantity differs greatly from the specified value. There are two types of oil delivery methods for the smart flow meter: Closed-loop oil delivery and time control. To facilitate analysis, the following parameters are specified: pa: oil density, la: impulse meter pulse equivalent, ha: hourly equivalent, t: hair oil limit time, pactual: actual oil density, hactual: system actual time ,a: Specified oil volume, w: actual oil volume, m: pulser equivalent of the transmitter. Among them, parameters such as pa, la, ha, t, and a are input to the flow meter. Closed-loop method: if the actual oil volume w is greater than the specified value a, the pa and la parameters entered in the intelligent flow meter are too small, ie, pa<pactual, la<m; if w<a, is due to pa>pactual , La <m; or hair oil limited time setting is too short; or bad communication line shielding, external interference, the introduction of additional pulses, causing flow meter count error. Time control method: If w<a is due to ha>h, it is actually due to ha<h. Changes in the state of the system can easily cause actual changes. Changes in the system state are manifested in: changes in the size of the plug valve opening; changes in the flow properties of the grease; changes in the injection pressure and other factors. In order to ensure the accuracy of system refueling, the above parameters should be entered correctly. Try to make pa=p actually, ha=h actually, la=m. For the calibration method of the above parameters, refer to the intelligent flow meter commissioning instructions. The above is based on the intermittent liquid addition system produced by the Sheep Group. For details, see Adding System Diagrams to analyze the common failures and elimination methods in the production process for reference.
The grease addition system is one of the important equipments in the compound feed mill for the addition of liquid nutrients such as oils and fats in the mixer. Adding liquid nutrients such as oils and fats to formulated feeds can improve the palatability of feed products and increase the heat energy content and quality of feeds. Therefore, whether the grease addition system can work normally is an important guarantee for smooth production and stable product quality. The following analysis of the system's common faults during the production process and exclusion methods are provided for reference. The liquid adding system cannot spray liquid. The fault is manifested as the increase of the motor current, the drag force, the strong noise from the fuel injection pump, the pressure of the pressure gauge rising, the overflow valve opening automatically, the liquid flowing back to the liquid storage tank, and the intelligent flow meter displaying an error. Alarms, mostly due to pipeline obstruction. The cause of the blockage may be related to the fact that the plug valve is not open (including the solenoid valve), the nozzle is blocked, and the ambient temperature is low (especially during the winter). The liquid in the pipe becomes poorly viscous and even solidifies, with the inner wall of the pipe. The frictional resistance increases and the longer the pipeline, the more obvious this phenomenon is. The solution is: to repair the solenoid valve; remove the nozzle with a fine needle to open and clean; open the relevant plug valve; when the temperature is low, after the end of production should be discharged despite the remaining liquid in the channel, or use the steam pipe and grease pipeline in parallel, Or preheat the grease pipe before production to make the viscous solidified oil in the pipe liquid. In addition, if the liquid supply pipe from the liquid tank to the spray pump is blocked, the system will not spray oil. The performance is that the spray motor is approximately idling, the pressure gauge shows no pressure, the overflow valve is closed, and no liquid flows back to the tank. In addition to the above solution, the filters in the filter should be cleaned, and the impurities deposited on the bottom of the tank should be regularly removed to ensure that the tank contains a sufficient amount of liquid grease. Loss of control of the spray solenoid valve out of control performance of the solenoid valve can not be opened or opened but can not be closed. Can not open will block the pipe; can open but not close will cause the fuel to exceed the specified value. It manifests itself as a failure of both solenoid valves and intelligent flow meters. Solenoid fault: Can't open is the coil in the solenoid valve is open, the power line is open circuit. If the valve is opened, it cannot be closed. The elasticity of the return spring in the solenoid valve is reduced, and even the elasticity is lost, and the movable core in the solenoid valve cannot be reset. Or the moving core is bent, the reset is blocked, and the spring force of the return spring is not enough to make it reset. Replace the return spring or moving core. Intelligent flow meter failure: There is a way to start the flow meter work, send oil signal, control the solenoid valve action.
The start mode is: manual start, high-level control machine control and short-delay terminal mode. Either way can start the flow meter work. The manual start mode is to start the work by pressing the oil key on the flow meter panel. If the start fails, it is an internal fault of the flow meter. The control method of the high-level control machine is that the upper machine sends a control signal to the flow meter to start its work. If the upper machine fails or the flow meter fails, it may also be a failure of the communication line. Short-circuit delay terminal can not start the flow meter work, is the normal open point of the metric valve of the hopper door is damaged or the normal open point of the hopper door opener is damaged. The trip switch or intermediate relay should be overhauled to check the line open circuit from the normally open point to the delayed terminal. The oil sprayed from the non-uniform injection nozzle in the mixer is atomized, so that the oil and the materials in the mixer can be mixed evenly. The floating dust in the mixer, which adheres to the nozzle and mixes with the grease to form agglomerates, and the injection pressure is insufficient, can lead to an abnormal state of fuel injection. In severe cases, the injection is linear. The nozzles should be regularly cleaned, the overflow valve adjusted, the injection pressure increased, the process modified, and the length of the pipeline minimized to make the injection uniform. The actual injection quantity differs greatly from the specified value. There are two types of oil delivery methods for the smart flow meter: Closed-loop oil delivery and time control.
To facilitate analysis, the following parameters are specified: pa: oil density, la: impulse meter pulse equivalent, ha: hourly equivalent, t: hair oil limit time, pactual: actual oil density, hactual: system actual time ,a: Specified oil volume, w: actual oil volume, m: pulser equivalent of the transmitter. Among them, parameters such as pa, la, ha, t, and a are input to the flow meter. Closed-loop method: if the actual oil volume w is greater than the specified value a, the pa and la parameters entered in the intelligent flow meter are too small, ie, pa<pactual, la<m; if w<a, is due to pa>pactual , La <m; or hair oil limited time setting is too short; or bad communication line shielding, external interference, the introduction of additional pulses, causing flow meter count error. Time control method: If w<a is due to ha>h, it is actually due to ha<h. Changes in the state of the system can easily cause actual changes. Changes in the system state are manifested in: changes in the size of the plug valve opening; changes in the flow properties of the grease; changes in the injection pressure and other factors. In order to ensure the accuracy of system refueling, the above parameters should be entered correctly. Try to make pa=p actually, ha=h actually, la=m. For the calibration method of the above parameters, refer to the intelligent flow meter commissioning instructions. The above is based on the intermittent liquid addition system produced by the Sheep Group. For details, see Adding System Diagrams to analyze the common failures and elimination methods in the production process for reference.
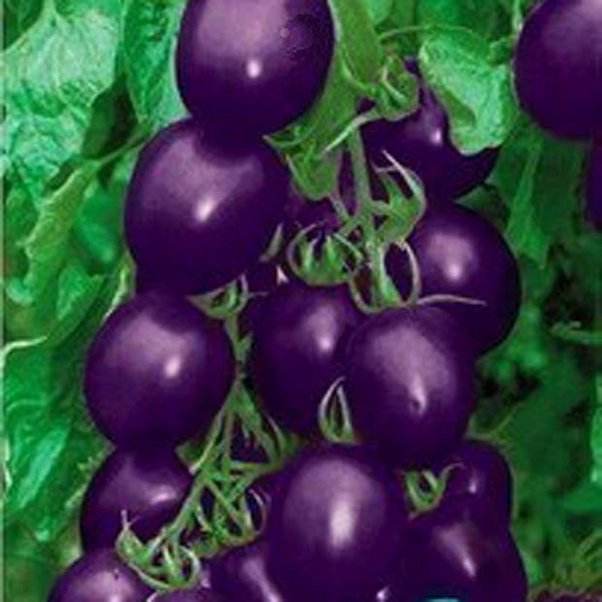
Purple Cherry Tomato
Purple tomato is characteristic of a new generation of hybrid varieties of color, unlimited growth, early maturity varieties, plant growing strong, fruit round, slightly tall, mature fruit purple, with chromatic stripe, single fruit weighs 25 to 30 grams, each ear manage to make do with 8-10 fruit, beautiful appearance, taste sweet, strong disease resistance, easy cultivation, is very suitable for the spring and autumn period and the protectorate cultivated varieties.

Purple Cherry Tomato Seeds,Round Tomato Seed,Organic Tomato Seeds,Vegetable Tomato Seeds
Ningxia Bornstein Import & Export Co., Ltd , https://www.bornstein-agriculture.com